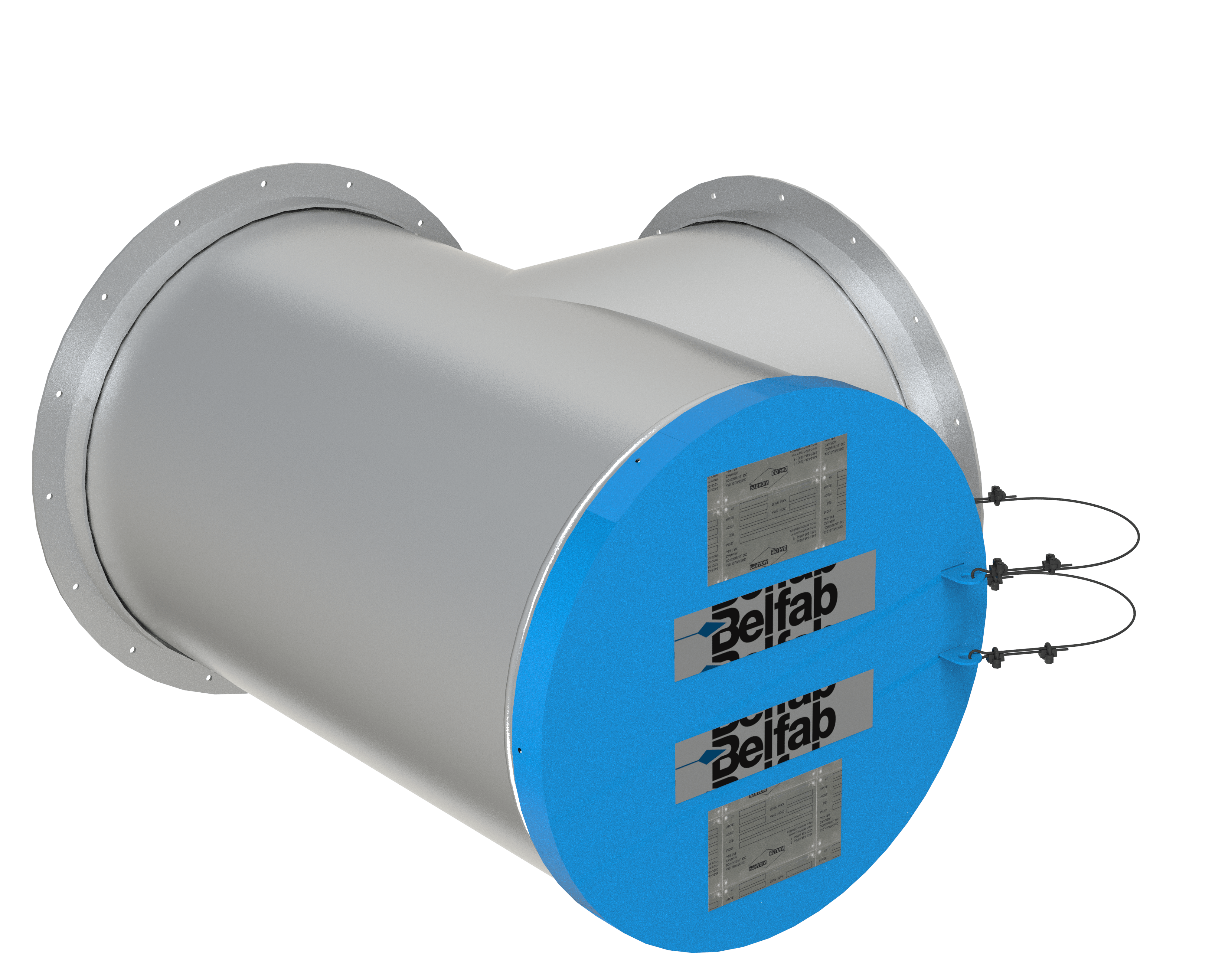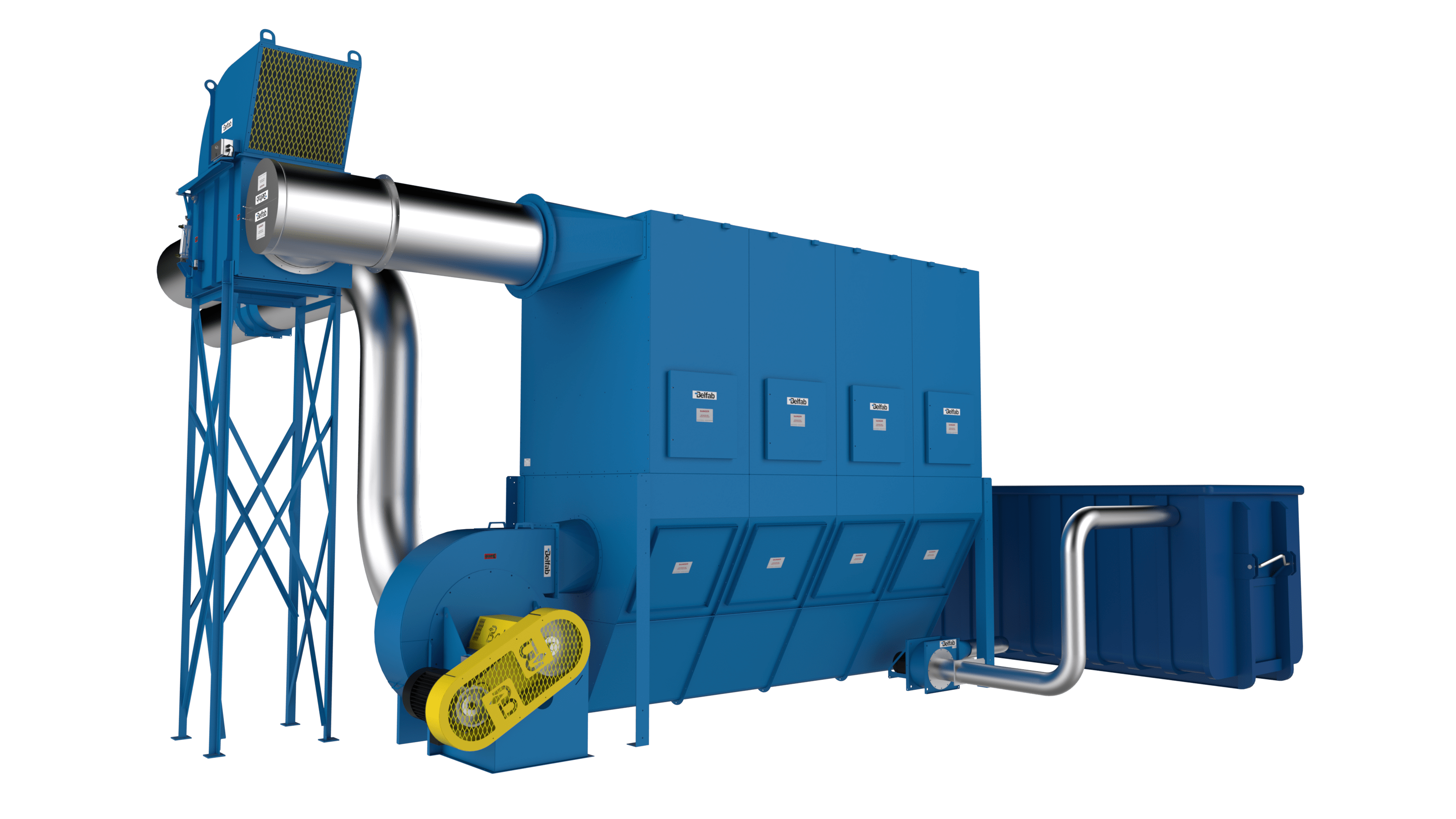
The BELFAB SBM dust collector line is engineered to efficiently handle medium to large volumes of fine to mixed dust, with capacities ranging from 5,000 to 30,000 CFM. This innovative design seamlessly integrates BELFAB’s cutting-edge modular filter technology, offering a cost-effective means of increasing filtration surface area as needed by introducing additional filter modules. Each SBM module comes equipped with deflagration vents, adhering to NFPA 68 regulations, ensuring a safe and compliant operation.
Customizable Blowers: The Power of Choice
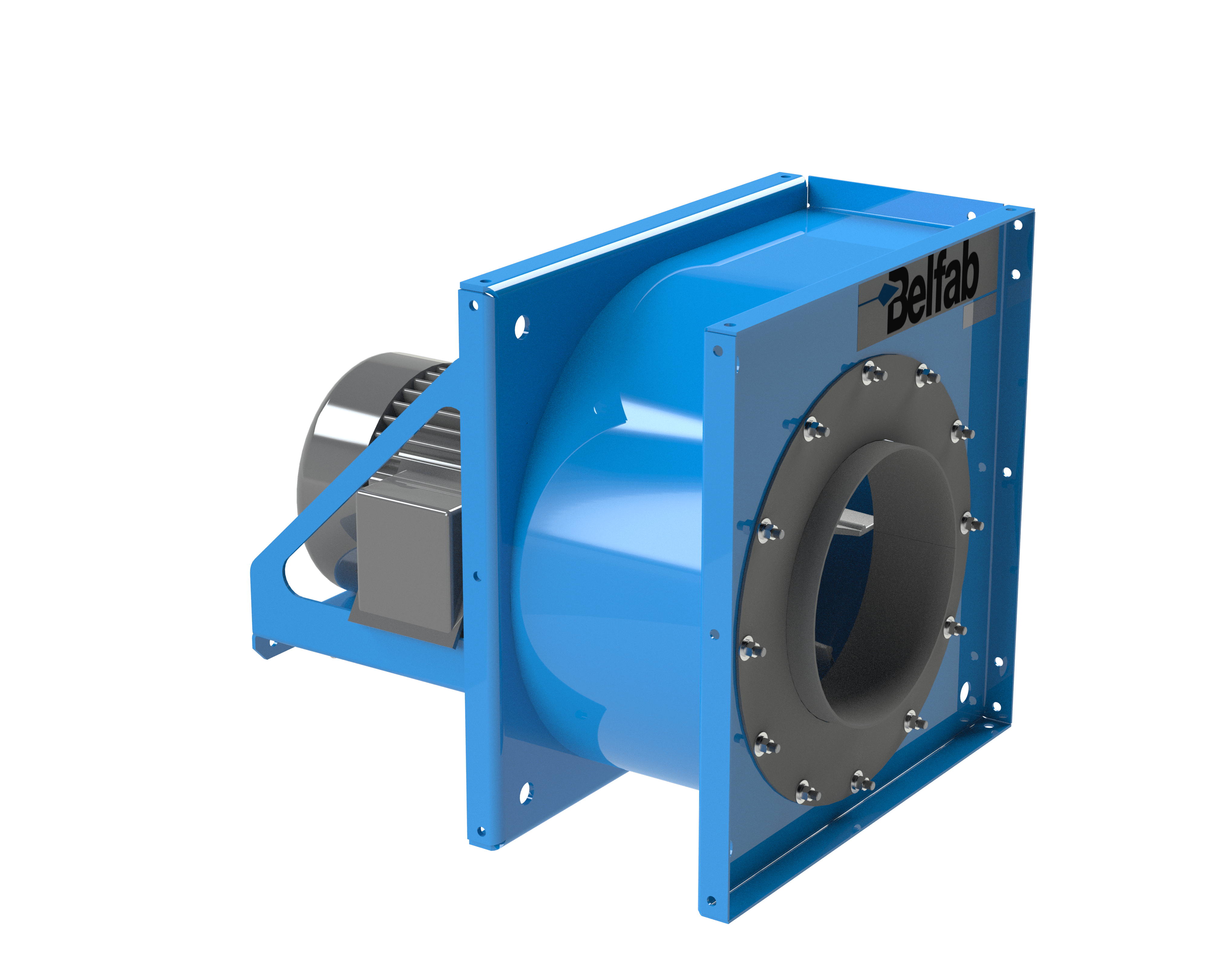
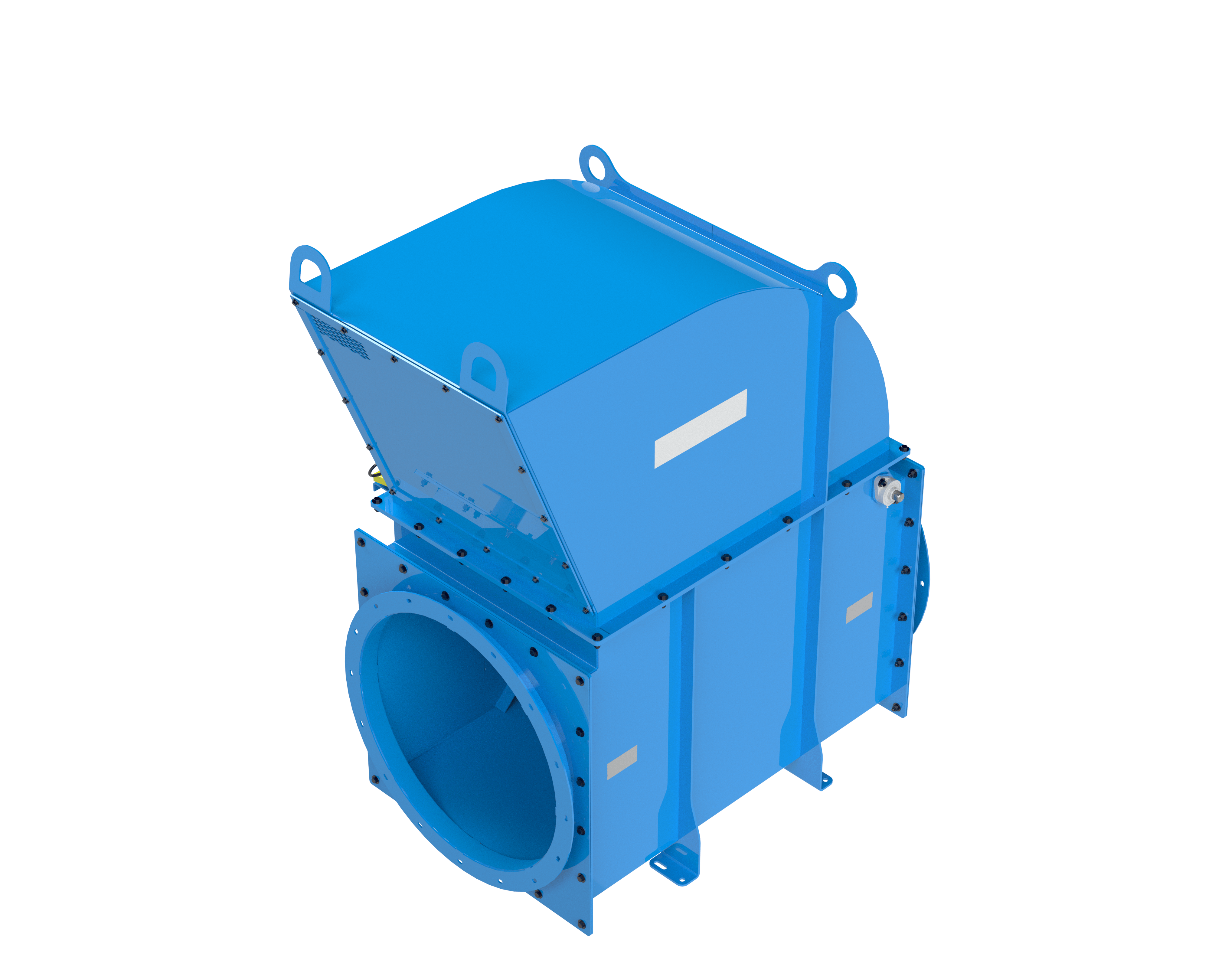
Our HUMMER 1800 RPM direct drive fan stands as our quietest blower design, ideal when a low sound level is a requirement (84 dB). The BELFAB HUMMER series is available for a range of applications, from 10HP to twin 30HP, providing a substantial airflow of up to 18,000 CFM.
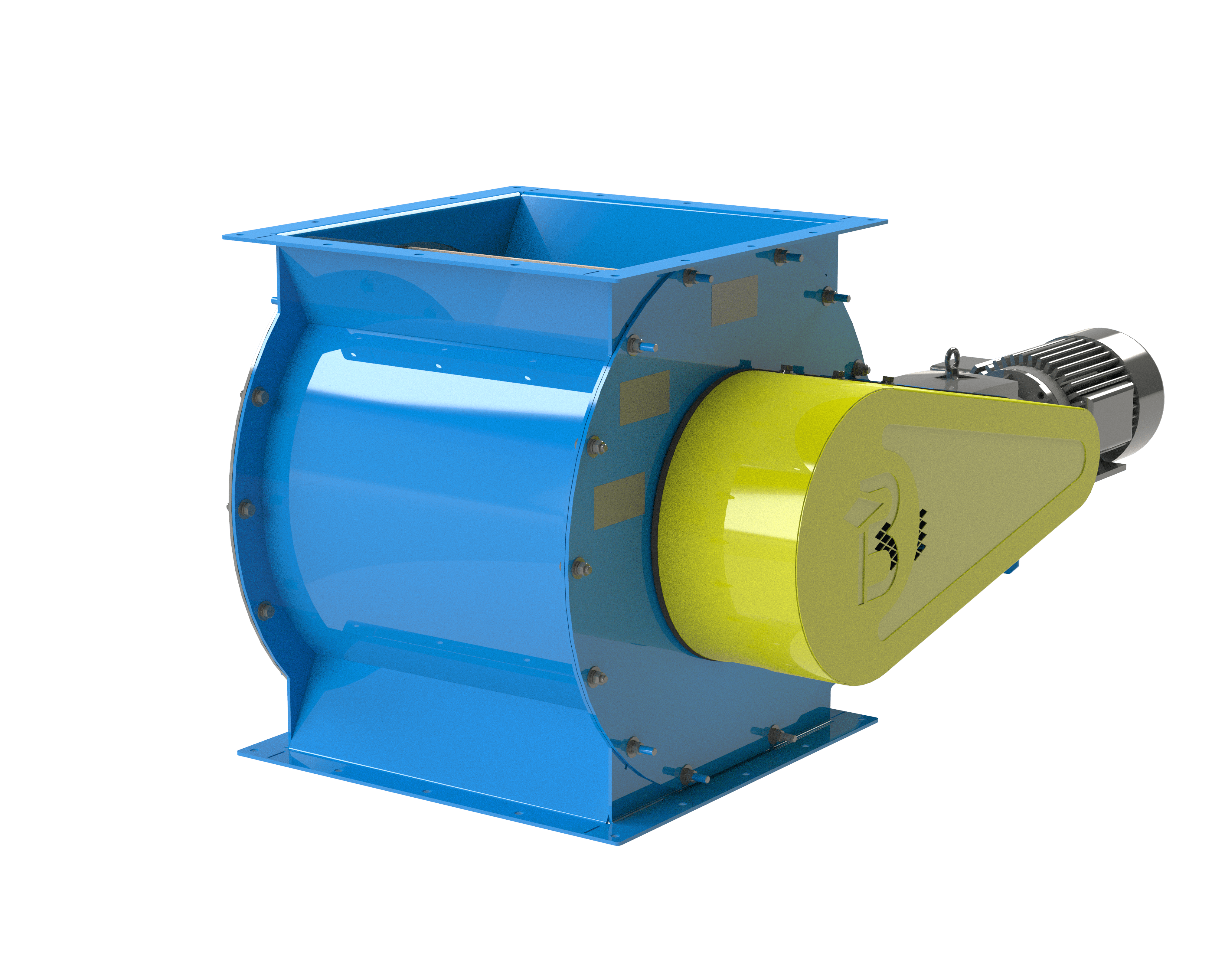
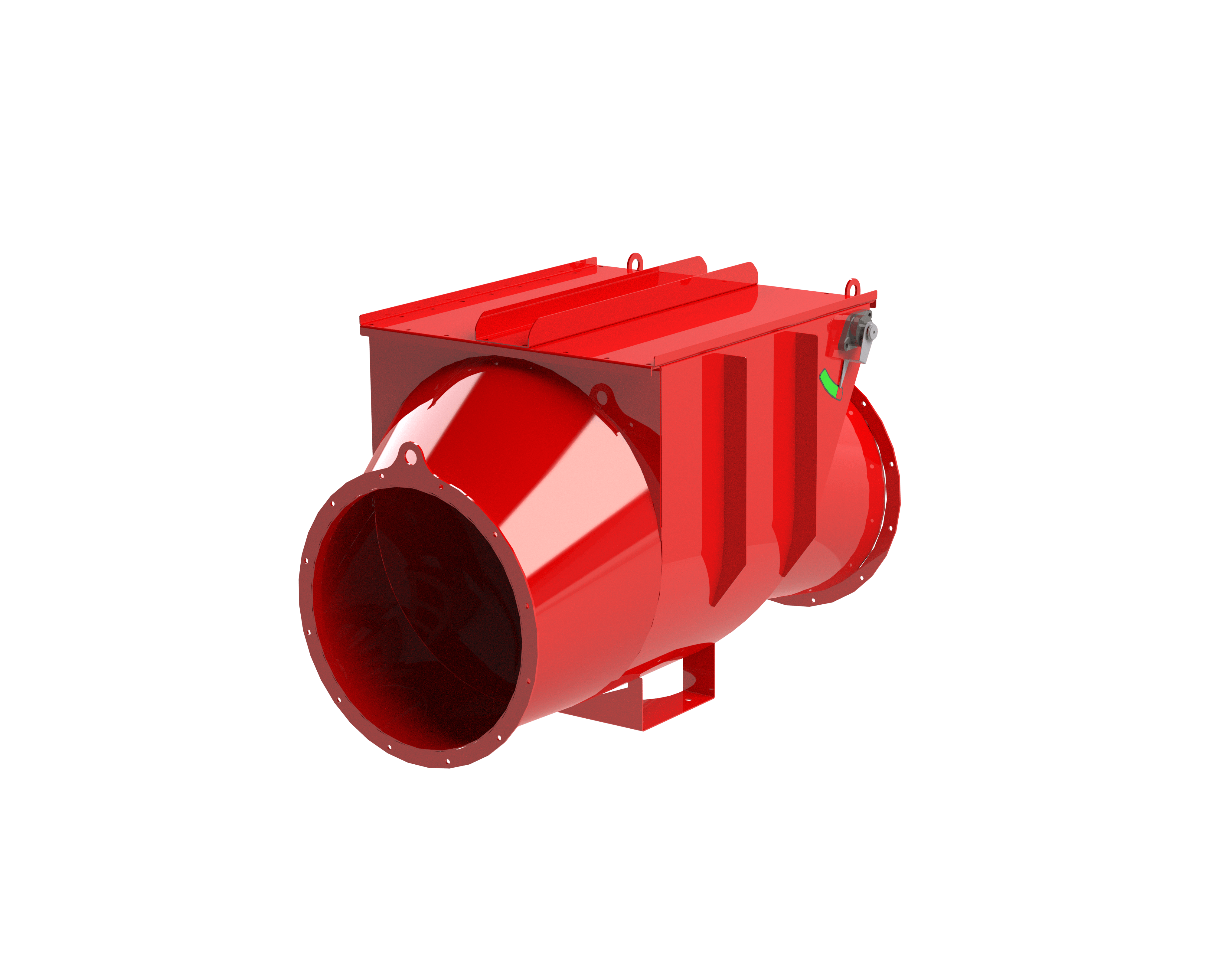
For scenarios that demand even higher static pressure performance (up to 30,000 CFM), we present the optional RSC/RSO belt-driven blower series. These fans are designed for handling moderate loads of dust, powder, and particles, ensuring the efficiency and reliability your facility requires. Additionally, we offer our RBI backward-inclined wheels in a pull configuration when you select our rotary airlock dust disposal option.
Key Features
-
Impressive Capacity: The SBM series offers capacities up to 30,000 CFM, ensuring efficient dust collection.
-
Energy Efficiency: Premium efficiency TEFC motor, cCSAus approved, for optimal performance.
-
High-Efficiency Filtration: Equipped with Polytwill filter bags boasting an efficiency level of 99.9982% at 2 microns, ensuring the capture of even the finest particles.
-
Configuration Flexibility: Can be configured either in a push or pull (optional) configuration, adapting to your specific setup.
-
Easy Maintenance: A maintenance access door per filter module simplifies upkeep and servicing.
-
Modularity for Scalability: The modular design allows for seamless expansion of the filtration surface area to meet evolving needs.
-
Versatile Blower Options: Choose between the HUMMER series for quiet operation or the RSC/RSO belt-driven blower series for higher static pressure performance.
-
Safety Compliance: Designed to adhere to NFPA standards, ensuring a secure operation.
Elevate your dust collection to a new level of efficiency, safety, and adaptability with the BELFAB SBM modular dust collector. It offers scalable filtration solutions and customizable blower options, ensuring a clean, safe, and productive working environment while meeting the strictest industry standards.